花鍵塞規(guī)|花鍵規(guī)測(cè)量效率高-河北吉萊爾

銷售熱線:
18833787977
熱門點(diǎn)擊:
螺紋規(guī)|光滑塞規(guī)環(huán)規(guī)|花鍵量規(guī)|石油管量規(guī)|卡板|位置度檢具|大理石量具|三維焊接平臺(tái)|鑄鐵平臺(tái)|機(jī)床鑄件|
,花鍵規(guī)-花鍵通止規(guī) 測(cè)量效率高")
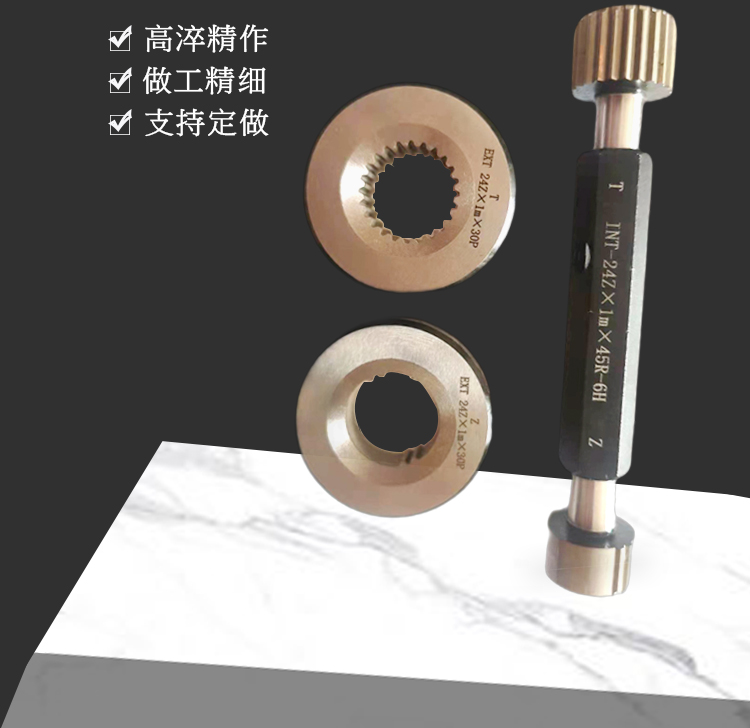
花鍵通止規(guī)
花鍵塞規(guī)在設(shè)計(jì)的時(shí)候可以采用別的零件來校準(zhǔn),包括一些與齒距相關(guān)的平面和孔,定位裝置也可以,塞規(guī)經(jīng)過齒輪檢測(cè)儀器檢測(cè),嚴(yán)格控制花鍵規(guī)的綜合尺寸,為客戶提供放心的標(biāo)準(zhǔn)件。還可以設(shè)計(jì)制造成同時(shí)檢測(cè)工件大徑和小徑的綜合檢具。
產(chǎn)地:河北省>泊頭市
供應(yīng)商:河北吉萊爾機(jī)械有限公司
電話:18833787977
花鍵通止規(guī)詳細(xì)內(nèi)容

花鍵通止規(guī)在設(shè)計(jì)的時(shí)候可以采用別的零件來校準(zhǔn),包括一些與齒距相關(guān)的平面和孔,定位裝置也可以,塞規(guī)經(jīng)過齒輪檢測(cè)儀器檢測(cè),嚴(yán)格控制花鍵規(guī)的綜合尺寸,為客戶提供放心的標(biāo)準(zhǔn)件。還可以設(shè)計(jì)制造成同時(shí)檢測(cè)工件大徑和小徑的綜合檢具。花鍵通止規(guī)在制作完成之初還有個(gè)步奏是研磨花鍵,為什么要研磨花鍵呢,因?yàn)橹挥羞@樣,才能減少圓周節(jié)距誤差、齒向誤差和花鍵槽對(duì)中心線的不對(duì)稱度等。要先選擇一個(gè)厚度適當(dāng)?shù)难心テ桨澹酉聛戆蜒心┚鶆虻耐糠笤谄桨迕嫔稀T侔鸦ㄦI通止規(guī)放在它上研磨,研磨時(shí)不斷地變換花鍵通止規(guī)的運(yùn)動(dòng)方向,使磨粒在平板面和花鍵通止規(guī)研磨面之間滑動(dòng)和滾動(dòng),產(chǎn)生摩擦、擠壓,起到研磨作用。
花鍵通止規(guī)應(yīng)該用在對(duì)工件內(nèi)花鍵不產(chǎn)生外力破壞的情況下使用,在檢驗(yàn)工件內(nèi)花鍵中發(fā)生爭(zhēng)議時(shí),如果花是符合設(shè)計(jì)標(biāo)準(zhǔn),且經(jīng)計(jì)量檢驗(yàn)合格的,則花鍵通止規(guī)是合格的,如果該工件內(nèi)花鍵被塞規(guī)驗(yàn)收合格,則改工件也應(yīng)作為合格處理。如果同類別有兩個(gè)或多個(gè)符合圖紙要求的塞規(guī),且經(jīng)計(jì)量檢驗(yàn)都是合格的,由于齒距累積誤差包括了分度誤差和花鍵實(shí)際軸線相對(duì)于加工基準(zhǔn)或測(cè)量基準(zhǔn)的偏心兩部分,該偏心對(duì)用于檢測(cè)花鍵配合形式為齒側(cè)配合的花鍵通止規(guī)是沒有影響的,因此應(yīng)將分度誤差同花鍵的偏心分離開來,即花鍵通止規(guī)的齒距累積誤差判定應(yīng)該是在偏心量為零的情況下。







瀏覽更多關(guān)于建筑螺紋塞規(guī)|美標(biāo)花鍵塞規(guī)|光面塞規(guī)的內(nèi)容
與花鍵通止規(guī)相關(guān)的產(chǎn)品
規(guī)-漸開線外花鍵環(huán)規(guī)")
漸開線外花鍵環(huán)規(guī),花鍵通止規(guī),河北吉萊爾機(jī)花鍵量規(guī)種類多樣,贏得了機(jī)床、機(jī)械制造、電子等多個(gè)行業(yè)用戶的一致認(rèn)可。
好產(chǎn)品推薦
聯(lián)系我們
河北吉萊爾機(jī)械有限公司
地址:
河北省滄州市泊頭市交河新華街
郵編:062150
手機(jī)一部:
18833787977
手機(jī)二部: 13613273810
手機(jī)二部: 13613273810
網(wǎng)址:aom1121.com
公司名稱:河北吉萊爾機(jī)械有限公司 公司地址:河北省滄州市泊頭市交河新華街 電話:18833787977 手機(jī):13613273810 網(wǎng)址:http://aom1121.com
河北吉萊爾機(jī)械有限公司 2011(C)版權(quán)所有 并對(duì)網(wǎng)站所有內(nèi)容保留解釋權(quán) 冀ICP備2021025402號(hào)-1
PowerBy:速貝·網(wǎng)搜寶 網(wǎng)站建設(shè):中科四方 技術(shù)支持:速貝